
Noodle Manufacturing
SCALING CRAFT NOODLE PRODUCTION WITH REAL-TIME VISIBILITY
FOOD MANUFACTURING ERP SOFTWARE
inecta Food ERP connects procurement, batch manufacturing, quality, warehousing, transport, and accounting for food manufacturers in one cloud system, giving you real-time visibility from ingredient intake to finished goods so you can control yields, protect quality, and move faster.

Food manufacturers running on inecta
Built for how food is actually made
inecta's software for food manufacturers is purpose-built to address the complexities of the industry. Our modern cloud ERP platform provides complete visibility and a single solution that links data from every aspect of the business, allowing your team to make informed decisions in real-time while managing costs to achieve quality control and regulatory compliance.
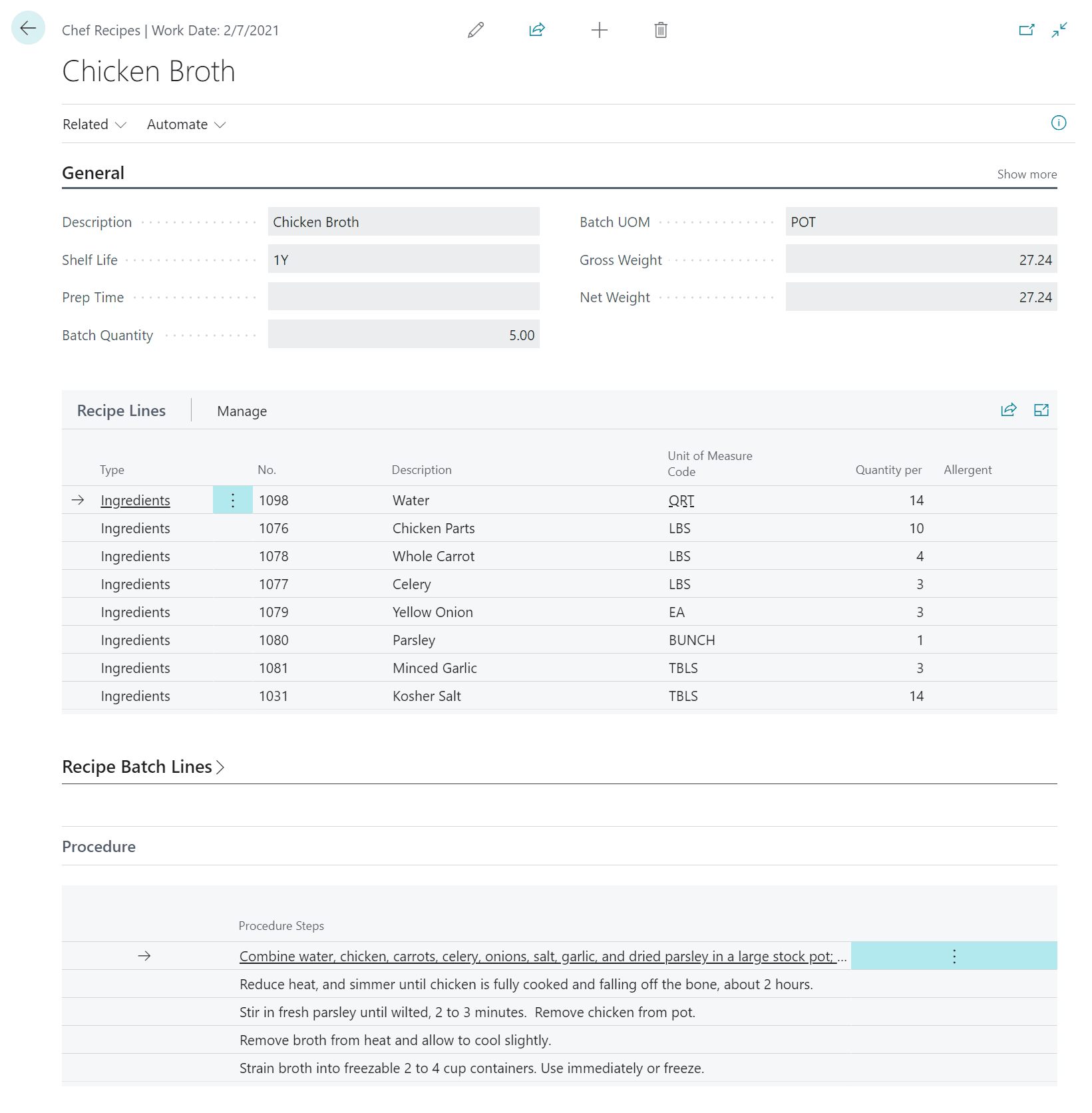
inecta's recipe management functionality standardizes procedures so food manufacturers deliver a consistently safe product every time. Build multi-level Bills of Materials (BOMs) for complex value-added products with version control, where-used analysis, and BOM-driven costing that updates every batch in real time. From simple batches to multi-stage formulas, recipes and BOMs stay linked to procurement, production, inventory, and finance in a single system.
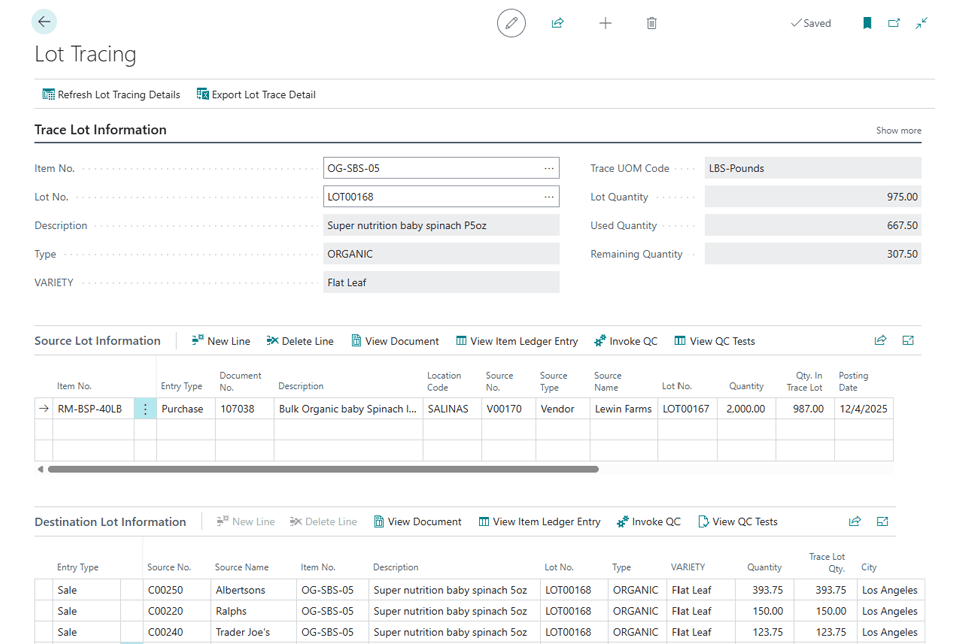
With inecta's built-in recall procedure and detailed lot traceability, it can help ensure food safety by allowing for quick and accurate tracking of all ingredients, WIP batches, and finished goods. The software's QC capabilities aid in identifying and isolating potentially unsafe production stages, reducing the risk of contaminated products reaching consumers.
99%
Customer retention rate
25+
Years in food and beverage
20+
Food industry verticals
100%
Cloud-based on Microsoft Azure
Everything your food manufacturing operation needs
Whether you are overseeing the food and beverage supply chain for single or multiple warehouses in different locations, states or countries, inecta provides a scalable solution to manage inventory. With cloud-based technology, data updates in real-time, so your team always has the latest information to manage FIFO stock rotation, expiration dates, and allergen information across multiple products.
Our dedicated team supports you from discovery, training to implementation and beyond. Built on the powerful engine of Microsoft Dynamics 365 Business Central, we take care of all upgrades automatically, ensuring that you are always on the latest version. Our expert customer support team is always available whenever you need it.
Accounting built for food manufacturers
Generic accounting tools can't keep up with the cost complexity of food manufacturing. inecta integrates finance directly with recipes, production, and inventory so you see true margins without manual spreadsheet work.
Batch production built for food
Most food is made in batches, not on assembly lines. inecta handles batch production natively, from scheduling and yield tracking through QC and multi-product output, so you manage production the way your plant actually runs.
Multi-level BOMs that behave like real food recipes
Standard ERP BOMs assume one-in, one-out and infinite shelf life. Food recipes work differently — variable yields, co-products, allergen propagation, and shelf-life rules at every level. inecta handles multi-level Bills of Materials the way food manufacturers actually need them, so cost, traceability, and compliance roll up correctly from raw ingredients to finished SKUs.
Lot-level allergen control from receiving to label
Allergens declared at the ingredient lot level flow automatically through every BOM, batch, and finished good. When a raw material carries peanut, tree nut, sesame, or any of the Big 9 allergens, every product that uses that lot inherits the flag — no manual cross-referencing, no missed disclosures.
Define allergen profiles on work centers, lines, and storage zones. inecta enforces segregation rules during production scheduling and warns when an upcoming run requires a sanitation changeover. Cleanout steps are logged as part of the batch record, creating an audit trail every inspector can verify.
Capture certificates of analysis at receiving with allergen statements tied to the specific lot. Suppliers without current COAs trigger holds, so non-conforming material never enters production. COAs stay attached to the lot through every downstream movement.
Allergen data flows from recipes and BOMs into label content for nutrition facts and contains statements. Combined with Genesis R&D integration, you can validate FDA-compliant allergen disclosures before printing — reducing the chargebacks and recalls that come from mislabeled product.
Schedule the plant the way it actually runs
Production Worksheets assign batches to specific work centers and machines with finite or infinite capacity logic. Operators see the next job on a clean touchscreen interface; supervisors see load balance across the plant. Bottleneck work centers get prioritized automatically.
Plan capacity by line, shift, and crew. Account for changeover times, sanitation windows, and maintenance blocks so the schedule reflects what the plant can actually produce — not a theoretical maximum. Visualize utilization by day, week, and month.
Production plans pull from open sales orders, forecasts, and minimum stock levels. When a customer order lands, MRP suggests the batches required to fulfill it, taking ingredient availability, shelf life, and lead times into account. Reschedule with one click when priorities shift.
Run independent schedules per plant while sharing a single master inventory, customer list, and item catalog. Transfer orders, inter-plant deliveries, and consolidated demand planning let multi-site manufacturers balance capacity across locations without duplicate data entry.
FSMA 204 ready, with years of running room before the deadline
The FDA's Food Traceability Rule (FSMA 204) requires manufacturers handling Food Traceability List products to capture Key Data Elements at Critical Tracking Events and produce a sortable electronic record within 24 hours of an FDA request. The compliance date is July 20, 2028, and inecta is already structured this way — every receipt, transformation, and shipment is captured against lot numbers with the supporting data, so food manufacturers can practice mock recalls today and be confidently ready well before the deadline.
More tools for food and beverage manufacturers
Use any Android-powered scan gun to automatically store product information into the inecta Food ERP system.
Track and account for every single ingredient that goes into every product.
Comply with FDA and other authority regulations in the food and beverage industry with inecta Food ERP's connection to Genesis R&D.
Regulatory compliance goes beyond production, it starts at the label. Learn about FDA food labeling requirements that every food manufacturer needs to meet.
Real outcomes from real customers
Noodle Manufacturing
SCALING CRAFT NOODLE PRODUCTION WITH REAL-TIME VISIBILITY

Prepared Meal Manufacturing
FROM MULTI-BRAND MEAL PRODUCTION TO ONE INTEGRATED PLATFORM

Frozen Pizza Manufacturing
HIGH-VOLUME FROZEN PRODUCTION WITH FULL LOT TRACEABILITY
Everything you need to know about food manufacturing ERP software
Food manufacturing ERP software is built around how food is actually made: recipes instead of simple BOMs, lots instead of just item IDs, and shelf life instead of infinite storage. inecta Food ERP connects procurement, production, quality, warehousing, transport, and finance in a single cloud system that's purpose-built for food manufacturers, not a generic ERP with a few food add-ons. It gives company-wide visibility and one source of truth for ingredients, WIP, and finished goods, so your team can make real-time decisions while staying in control of costs, quality, and compliance.
Yes. inecta is designed for process manufacturing, not just discrete. You can manage complex recipes and formulas, batch production, and both standard BOM and reverse BOM so 1→many and many→1 processes (like breaking down primals or blending ingredients) are fully supported. Recipe management is built in for everything from complex value-added products to simple batches, with batch management, UOM conversions, nutritional content, and USDA data integration available in one place.
Batch manufacturing software manages production that runs in discrete batches rather than continuous flow, which is how most food is made. inecta handles batch production through Production Worksheets with routing and work center scheduling, yield tracking with automatic shrinkage calculations, and Blends that support multi-product output from a single production run. Every batch ties back to specific lots for full traceability, and QC checkpoints can be enforced before, during, and after production to ensure food safety.
inecta is built as an all-in-one cloud ERP with modular extensions rather than a fragile stack of point solutions. You can add processing-floor software, warehouse management, transportation, direct store delivery, B2B commerce, EDI, and ETL/integrations from the same platform. On the warehouse side, Android-based scan guns, RF/RFID, and scale integration feed real-time data into the system; EDI and integrations modules connect you to trading partners, 3PLs, and other applications without endless custom scripts.
inecta provides full ingredient and product traceability across the entire supply chain. Every receipt, internal movement, batch, and shipment is tied back to lots, with extended lot visibility, allergen management, and certification management available out of the box. In a recall, built-in recall functionality lets you trace forwards from ingredients to finished goods and customers, or backwards from a complaint to the originating lots, within minutes.
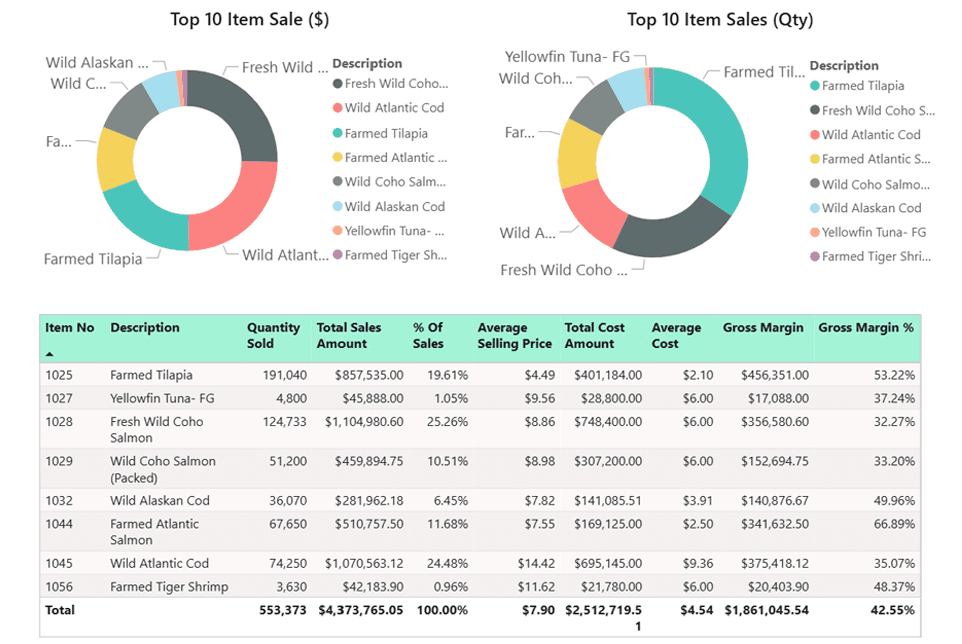
inecta includes Advanced Account Schedules with up to 10 dimensions per GL account, dimension-based cost allocation for distributing overhead across departments and product lines, and a Margin Profitability Report that breaks down profit by item, customer, lot, and salesperson. Because recipes, production, and inventory are integrated with finance in one system, you get real-time margin visibility by SKU, customer, and channel without manual spreadsheet work.
Because inecta ties recipes, batch production, yields, inventory, and finance together in one system, it can calculate the true cost of each batch (ingredients, labor, packaging, overhead, and more) and roll those costs to SKUs and shipments. Batch management and reverse BOM support make it easier to account for co-products and byproducts as separate outputs with their own cost allocations.
inecta offers a guided implementation led by food industry specialists, from discovery and design through training, go-live, and beyond. Because the solution is cloud-based and built on a modern ERP engine, upgrades are handled for you automatically, so you stay on the latest version without big upgrade projects every few years.
Most mid-market food manufacturers go live on inecta in a few months to under a year, depending on the number of plants, the complexity of recipes and BOMs, the amount of legacy data, and the integration scope. A focused phase 1 — core procurement, production, inventory, quality, and finance — tends to deliver the fastest value, with additional modules like processing-floor software, DSD, or B2B commerce layered on in subsequent phases. inecta runs the project with food-industry consultants, so you're not paying a generalist firm to learn your business.
The FDA's Food Traceability Rule (FSMA 204) requires manufacturers handling Food Traceability List (FTL) products to capture Key Data Elements (KDEs) at Critical Tracking Events (CTEs) and produce a sortable electronic record within 24 hours of an FDA request. inecta is already structured this way: every receipt, transformation, shipment, and movement is captured against lot numbers with the supporting KDEs (traceability lot codes, dates, quantities, locations, and reference document numbers). The compliance date is July 20, 2028, and inecta gives food manufacturers years of running room — including dry-run mock recalls — to be ready well before the deadline.
inecta Food ERP is licensed per user on a subscription model, with pricing that scales as your team grows. Final pricing depends on the modules you need (processing floor, WMS, DSD, B2B portal, EDI, and so on), the number of plants and warehouses, and the implementation scope. The fastest way to get an accurate quote is a discovery call: 30–45 minutes with someone from our food team to understand your operation and scope the right configuration. There's no obligation, and you walk away with a clear picture of cost and timeline.
Microsoft Dynamics 365 Business Central is a strong general-purpose ERP, but it wasn't designed for food. Standard BOMs don't handle recipes with variable yields, co-products, or reverse BOMs. Standard item tracking doesn't trace forward from a single lot to every finished good and customer in minutes. Standard inventory doesn't enforce FEFO, allergen segregation, or catch weight. inecta layers all of that on top of Business Central as a native extension — you keep every Business Central feature (financials, Copilot, Power BI, Office integration) and gain food-specific functionality without custom development.
Yes. inecta runs a single cloud instance across multiple plants and warehouses, with per-site work centers, capacity plans, and storage zones, plus a shared master for customers, items, vendors, and finance. Inter-plant transfers, consolidated MRP, and centralized procurement let multi-site manufacturers see the whole operation in one view. Multi-plant rollouts typically phase plant-by-plant after the first site is live, so each site benefits from the lessons of the previous go-live.
Modules that food manufacturers use most
Real-time inventory, FIFO rotation, and mobile scan-gun picking across multiple warehouses and cold storage locations.
Learn more →Touch-friendly production screens, yield tracking, and QC checkpoints for your plant floor operators and supervisors.
Learn more →Full lot-level traceability from ingredients to finished goods, with one-click recall capability and audit-ready documentation.
Learn more →See how inecta extends Microsoft Dynamics 365 Business Central with food-specific modules, recipe management, batch production, and more.
Learn more →Purpose-built for your vertical
Cut management, yield tracking, USDA compliance, primal-to-retail traceability, and catch weight management.
Learn more →Cheese and whey production, FMMO pricing, component-based settlements, and multi-plant operations.
Learn more →High-volume order processing, production planning, recipe management, and direct store delivery.
Learn more →Book a call with inecta and discover how our food manufacturing ERP can streamline your operations, improve traceability, and give you real-time control.